- HOME
- ABOUT US
- PRODUCTS
- SERVICE
- APPLICATIONS
- NEWS
- ABOUT US 2
- PRODUCTS1






Ultra-high-speed laser cladding technology originated from the Fraunhofer ILT in Germany. At the 2017 Annual Scientific and Technological Awards Conference of the German Fraunhofer Application Promotion Association, the ultra-high-speed laser cladding technology was awarded Fraunhofer Technology Innovation Award. Chromium trioxide (CrO3), also known as hexavalent chromium (Cr6 +), which is commonly used in traditional electroplated hard chrome technology, was defined by the European Commission as a harmful substance to the human body in 2013, along with other chromium-containing substances. Another process to replace hard chromium plating. In China, in recent years, traditional electroplating processes have brought tremendous environmental protection pressure on enterprises. In 2016, the Ministry of Industry and Information Technology and the Ministry of Environmental Protection issued a "Promotion Plan for Cleaner Production Technology in Key Industries for Water Pollution Prevention and Control", which clearly suggested laser melting. Application of overlay technology in replacing electroplating.
The cladding coating completed by
ultra-high-speed laser cladding technology has high metallurgical quality, low
dilution rate, small deformation, and high surface finish. It belongs to
advanced environmental protection remanufacturing processing technology. It can
greatly reduce the subsequent machining of enterprises in the field of industrial
remanufacturing The cost can effectively extend the product life cycle and save
a lot of maintenance costs for the enterprise. Compared with the traditional
cladding laser technology, the ultra-high-speed laser cladding technology is
hundreds of times faster. The speed of ordinary laser cladding technology is
0.5-2 m / min, while the ultra-high-speed laser cladding technology can reach
50-200 m / min, and the coating speed has been increased at least 100 times.
The high coating efficiency of more than 1 square meter / hour can reduce the
cost of laser cladding to the cost of hard chromium plating. Another advantage
of ultra-high-speed laser cladding technology is that large-scale coatings of
different components can currently be prepared on the surface of parts, which
will make it possible to produce innovative parts that will not wear out during
the life cycle.

Figure 1 is applied to the surface strengthening of coal mine hydraulic column
Comparison of existing coating technologies
|
Classification |
Electroplating Chromium |
Plasma Spraying |
Flame Supersonic Spraying |
Traditional Laser Cladding |
Ultra High Speed Laser Cladding |
|
Material |
Chromium |
Alloy powder |
Alloy powder |
Alloy powder |
Alloy powder |
|
Thickness |
<0.1 |
3-4 |
0.1-0.4 |
1-2 |
0.02-0.40 |
|
Hardness |
>700 |
Cr-Fe 300 |
WC-Cr coating>1000 |
Cr-Fe 500-600 |
Cr-Fe 500-600 |
|
Wear resistance |
Poor |
Good |
Good |
Good |
Good |
|
Combined with base metal |
physical combination |
metallurgical combination |
metallurgical combination |
metallurgical combination |
metallurgical combination |
|
Substrate heat input |
None |
Large |
Small |
Small |
Poor |
|
environmental protection |
poor |
Better |
poor |
good |
good |
|
Service life (year) |
1-1.5 |
2-3 |
2-3 |
>5 |
>3 |
|
Production cost |
low |
medium |
medium |
high |
low |
*The high hardness of the chrome surface has no substantial effect. It is a natural formation of the process.
2 Huirui ultra-high speed cladding equipment
Based on all domestically produced equipment, Huirui has made breakthroughs in laser ultra-high-speed cladding technology independently researched and developed. Ultra-high-speed cladding is an advanced environmentally-friendly remanufacturing technology. For the replacement of hard chrome-plated shaft parts, Huirui has successfully developed ultra-high-speed cladding equipment and process methods, which can realize integrated turning and cladding processing.
Hybrid's hybrid manufacturing combined with ultra-high-speed cladding can give full play to the efficiency advantage, so that after the parts are positioned in one position, the additive and the material can be combined to process the finished product at one time, avoiding the relocation. Unnecessary coaxiality, round runout error, greatly improve coating quality and production efficiency.
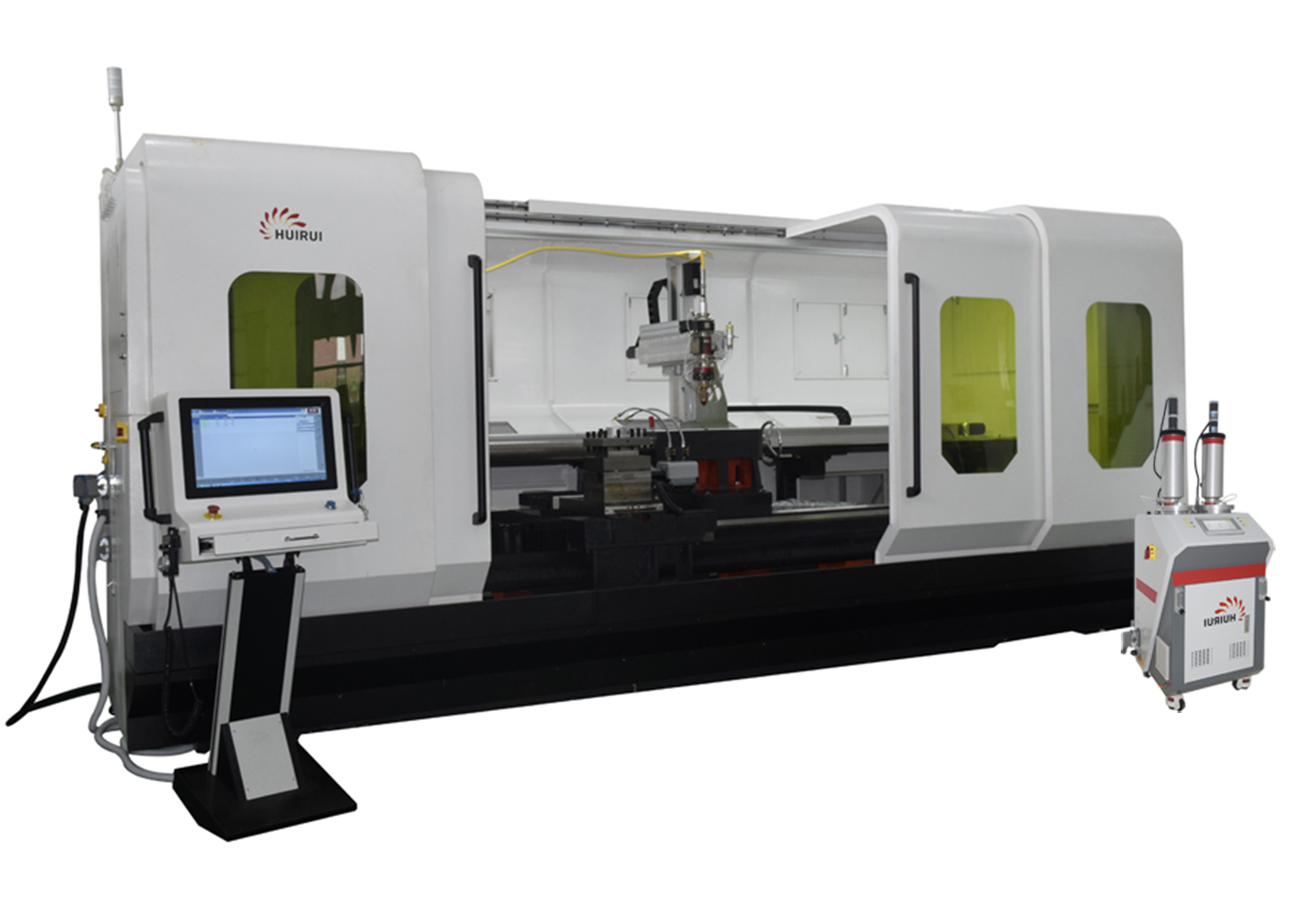
Figure 2.11 Turning and cladding integrated composite processing equipment
1) Equipment parameters:
|
Laser |
domestic solid-state laser |
|
Motion mechanism |
5-axis CNC |
|
Maximum swingable diameter |
640mm |
|
Processing length |
1.5m |
|
Repeat positioning accuracy |
0.012mm |
|
Layer thickness |
50–400μm |
|
Deposition efficiency |
up to 500cm2/min |
|
Substrate dilution rate |
<1%
|
3 Ultra-high speed cladding technology developed by Huirui
Video 01 Ultra High Speed Laser Cladding
The laser ultra-high speed cladding technology developed by Huirui has obtained a stable coating process that can be used in actual production through a series of tests and process optimization.
The conventional laser cladding powder is melted after entering the molten pool, the layer thickness is >500 μm, the laser scanning rate is <1 m/min, and the deposition surface efficiency is 10–50 cm 2 /min.
Ultra-high speed laser cladding process, the laser and powder flow fully interact, the powder is fully heated to the molten state before entering the molten pool, and the powder utilization rate is high. The characteristics of the cladding layer are as follows:
• Can achieve a single layer thickness of 50–350μm
• Deposition surface efficiency up to 500cm2/min
• Dilution rate <1%
• Application example: replace plating hard chrome, cladding on heat sensitive materials, aluminum based material repair
4 results show
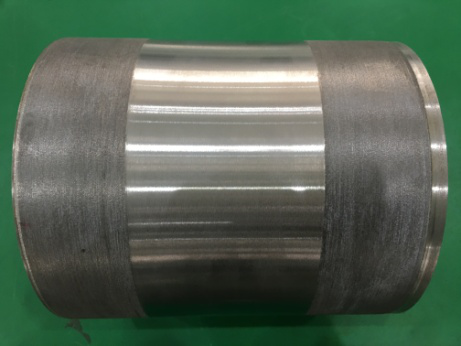
Production of ultra-high speed cladding test samples for a coal mine customer
.png)
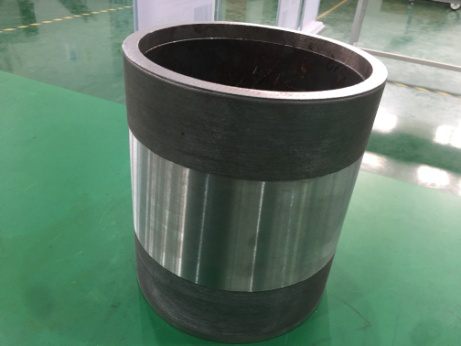
Figure 3 Cladding start Figure 4 Cladding to the end
• The substrate is supplied to the customer and the powder material is martensitic stainless steel
• Test piece total length 1000mm, outer diameter 217mm, wall thickness 13.5mm, cladding length 940mm
• Continuous cladding time is 45 minutes, and the cladding surface efficiency is 0.84 square meters per hour.
• Round jump before and after cladding <0.10mm
• Straightness change before and after cladding <0.12mm
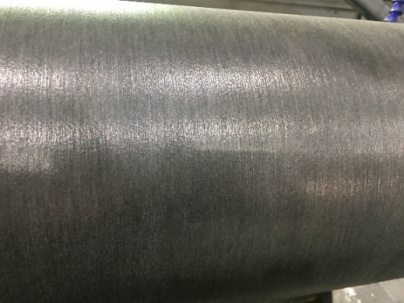
• Figure 5: Cladding surface - no obvious oxidation, dense coating
with metallic luster

• Figure 6: PT flaw detection on the surface of the cladding layer -
showing no cracks
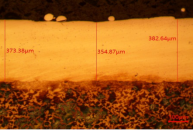
• Figure 7: Metallographic diagram of the cladding section – dense cladding, metallurgical bonding with matrix, dilution rate <1%
Single layer cladding thickness: 370±15μm, powder utilization rate: 93.7%
• Figure 7-8: Direct grinding of the sample after cladding to obtain surface roughness Ra<0.8μm
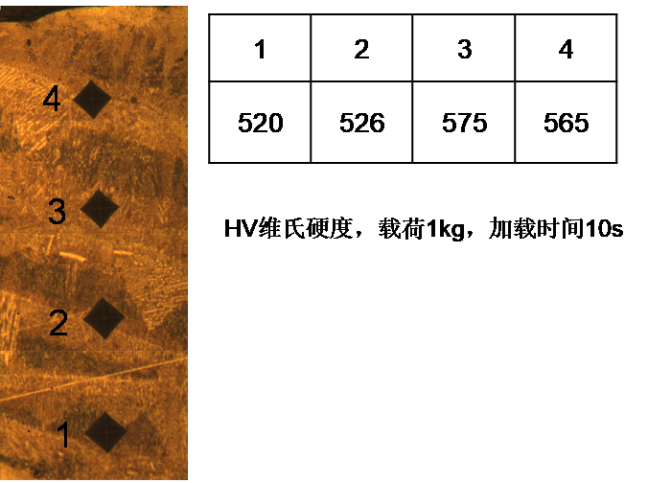
Figure 10 Microhardness measurement results

Figure 11 Salt spray test results for ultra-high speed cladding coating samples - no rust on the cladding surface
Plane ultra-high speed cladding sample display
Through further improvement and development of equipment and processes, Huirui Group has achieved ultra-high speed cladding on flat substrates.
Video 02 plane super high speed laser cladding
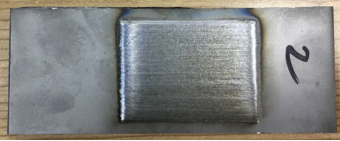
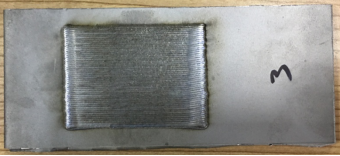
Figure 12 Planar ultra-high speed cladding sample
• Cladding size 150mm x 65mm
• Substrate thickness 5mm


Follow us on Wechat




E-Mail:info@huirui-tech.com

Address:No1 Ruixin Road, Jiangning District, Nanjing, JiangSu, China
地址:南京市江宁区瑞鑫路1号
NANJING HUIRUI PHOTOELECTRIC TECHNOLOGY CO., LTD.
Driving freedom of manufactUring
Landline:+86-25-86756108


